布氏硬度试验
金属洛氏硬度试···
焊接工艺评定
无损探伤
显微组织评估
观察晶粒大小、形态及分布,判断热处理或加工工艺对组织的影响。
检测第二相(如 α 相、β 相、金属间化合物)的类型、尺寸、数量及分布。
缺陷分析
识别气孔、夹杂、裂纹、偏析等微观缺陷,追溯生产工艺问题。
性能预测
通过组织特征(如相比例、晶粒尺寸)推断力学性能(强度、塑性、韧性等)。
工艺优化
指导热处理工艺(如退火、固溶时效)参数调整,改善材料性能。
原则:选取具有代表性的部位(如缺陷区、典型组织区),尺寸通常为 10mm×10mm×5mm。
注意:避免取样过程中因过热或塑性变形导致组织改变(可采用线切割、低速锯切)。
适用场景:小尺寸样品或形状不规则样品,便于后续磨抛。
方法:
热镶嵌:使用酚醛树脂等在高温高压下固定样品(需注意温度不宜过高,避免钛合金组织变化)。
冷镶嵌:采用环氧树脂 + 固化剂室温固化,适合对温度敏感的样品。
粗磨:用砂纸(如 240#、600#)去除切割损伤层,使表面平整。
精磨:依次使用 1000#、2000#、5000# 砂纸进一步细化表面,直至无明显划痕。
机械抛光:使用抛光布 + 抛光剂(如金刚石悬浮液,粒度从 3μm 到 1μm),去除磨痕,获得镜面效果。
电解抛光:适用于易产生塑性变形的钛合金(如 β 钛合金),通过电化学腐蚀消除表面应力层。
电解液:常用高氯酸 + 乙醇混合液(如高氯酸:乙醇 = 1:9)。
参数:电压 10~30V,时间 10~30 秒,低温操作(如冰浴)避免过热。
目的:通过化学或电解腐蚀使显微组织显现(钛合金组织通常需腐蚀后才能在光学显微镜下观察)。
常用腐蚀剂:
操作要点:
化学腐蚀时用棉球蘸取试剂轻擦样品表面,至组织隐约可见后立即用水冲洗并吹干。
电解腐蚀时电压 5~20V,时间数秒至数十秒,需控制腐蚀程度避免过腐蚀。
观察内容:
α 相:密排六方结构,呈等轴状、板条状或针状,颜色较亮。
β 相:体心立方结构,腐蚀后颜色较暗,常见于 α+β 钛合金的晶界或晶内。
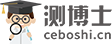
魏氏组织:粗大的板条状 α 相呈平行排列(图 1),通常由过热或 β 区加工引起,导致塑性下降。
等轴组织:细小均匀的等轴 α 相 +β 转变组织(图 2),综合力学性能较好。
晶粒尺寸测量:采用截距法或面积法,依据标准(如 GB/T 6394)计算平均晶粒尺寸。
优势:分辨率高,可观察组织细节(如第二相形貌、断口特征)。
分析内容:
析出相(如 Ti₂Ni、Ti₃Al)的尺寸、分布及与基体的界面特征。
疲劳裂纹萌生位置、扩展路径与组织的关系。
配套技术:能谱分析(EDS)可测定微区成分,辅助相鉴定。
适用场景:纳米级组织分析(如时效析出的纳米相、位错结构)。
马氏体相变产物(如 α' 相、α'' 相)的精细结构。
固溶处理后基体中的溶质原子偏聚状态。
航空航天领域
分析航空发动机叶片(如 TC4-DT 钛合金)的锻造流线与热处理后的 α+β 双态组织,确保疲劳性能。
医疗器械
检测 Ti-6Al-4V 合金人工关节的晶粒尺寸与表面腐蚀层,评估生物相容性与耐磨性。
材料研发
研究新型钛合金(如低弹性模量 β 钛合金)的时效析出规律,优化强韧性匹配。
失效分析
某钛合金结构件断裂后,通过金相分析确认裂纹起源于铸造气孔或热处理过烧组织。

![[field:title/]](/static/upload/image/20250310/1741575991658299.jpg)
![[field:title/]](/static/upload/image/20250310/1741575734452794.jpg)
![[field:title/]](/static/upload/image/20250306/1741242350758901.png)
![[field:title/]](/static/upload/image/20250306/1741242177966677.png)